Chargieren wird in der Regel das befüllen eines Schmelzofens mit Schmelzgut genannt. Das Chargieren kann bei kleinen Öfen bis 1 t von Hand erfolgen. Bei grösseren Öfen werden mechanische Hilfseinrichtungen eingesetzt.


Alles über Gießereien mit Lexikon
Chargieren wird in der Regel das befüllen eines Schmelzofens mit Schmelzgut genannt. Das Chargieren kann bei kleinen Öfen bis 1 t von Hand erfolgen. Bei grösseren Öfen werden mechanische Hilfseinrichtungen eingesetzt.
Bunker sind Vorratsbehälter zum Speichern von Schüttstoffen. In den Gießereien werden Bunker für Formstoffe, Brennstoffe und Gattierungsstoffe eingesetzt.
Brückenbildung ist eine im Induktionsofen nicht ganz zu vermeidende Erscheinung. Wenn sich zwischen der flüssigen Schmelze und dem darüber befindlichen Einsatzgut keine wärmeleitende Verbindung befindet, sagt man, dass der Tiegel eine Brücke hat.
Diese Erscheinung kann z. B. durch sich aufgehängtes Einsatzgut oberhalb der Schmelze oder durch einen keramischen Deckel auf der Schmelze durch Überhitzung und Stampfmassenauflösung auftreten. Zur Vermeidung sollte immer nur soviel nachchargiert werden, dass man eine „Glatze“ im Tiegel sehen kann. Falls es zu einer Brücke gekommen ist, sollte der Ofen angekippt und die Brücke unter größten Vorsichtsmaßnahmen aufgebrochen werden, bei Mittelfrequenz-Öfen (MF) kann ggf. die Brücke mit geringer Leistung aufgeschmolzen werden. Durch das unkontrollierte Aufschmelzen und Aufbrechen der Brücke in Grundstellung sind schon grosse Schäden, auch beim Personal, aufgetreten.
Brennstoffbeheizte Tiegelöfen werden mit Gas oder Öl beheizt und als Metallschmelzöfen für Buntmetall, wie Kupferlegierungen, Aluminium, Magnesium, Blei usw.,eingesetzt.
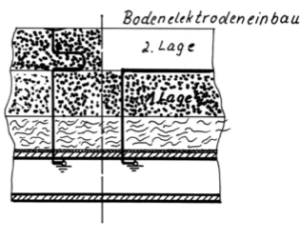
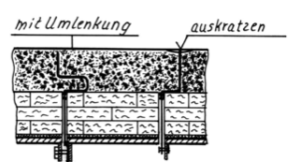
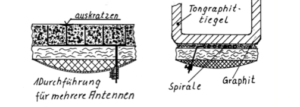
Bodenelektrodeneinbau wird in Abhängigkeit der Bodenkonstruktion unterschiedlich ausgeführt. In der Regel werden hitzebeständige Drähte von 2 bis max. 5 mm eingesetzt. Unterhalb des Ofenkörpers befinden sich je nach Grösse des Ofens 1-4 Erdungsklemmen. Unter Berücksichtigung des Tiegelausdrückens werden meistens einzelne Drähte durch den betonierten Ofenboden geführt und in einem Ring unter dem Ofenboden befestigt. Am Ofenboden kann 1 Rohr mit 10 mm Durchmesser und 50 mm Länge angeschweisst sein. Seitlich wird eine M8-Schraube zur Erdkontaktbildung mit dem Draht angeordnet. Dadurch kann die abgenutzte Drahtlänge ggf. immer wieder nachgeführt werden. Die dendrähte oder auch Bodenantennen genannten Drähte sind so einzubauen, dass beim Rütteln des Bodens kein Kontakt zwischen der Rüttelplatte und den Drahtspitzen entsteht. Bei 2-lagiger Bodenrüttlung kann der Draht durch eine Umlenkung mit 100 mm Auslage und einer Höhe von ca. 50 mm eingerüttelt werden. Bei 2-lagiger Bodenrüttlung können die Drähte in der Höhe der 1. Lage mit einer Restlänge von mindestens Lagenhöhe plus 250 mm für die Umlenkung parallel zum Boden umgebogen werden. Die Masse für die1. Lage wird aufgeschüttet, entlüftet und dann mit der Rüttelplatte verdichtet. Vor dem Einbringen der Masse für die 2. Lage muss die 1. Lage sehr gut aufgerauht werden, damit eine gute Verbindung zur 1. Lage entstehen kann. Jetzt werden die Antennendrähte mit einer Umlenkung auf die richtige Einbauhöhe gebracht und die erforderliche Masse für die 2. Lage eingefüllt und verdichtet. Da die Drähte immer 5-10 mm innerhalb des Tiegelbodens enden sollen, entsteht bei der Sintercharge noch kein „Erdkontakt“. Um sicherzustellen, dass bei der Sintercharge ein Erdkontakt entsteht, muss die Masse an einem Elektrodendraht ausgekratzt werden. Die Lage kann mit einem Magneten oder durch Markierungen an der Spulenwand ermittelt werden.
Bei Tongraphit- und Siliziumcarbidtiegeln wird vor dem Einsetzen des Tiegels eine Spirale aus hitzebeständigem Stahl auf den Ofenboden gelegt. Das eine Ende wird durch den Ofenboden nach unten durchgeführt und dann am Boden von aussen befestigt. Nun wird eine ca. 30 mm dicke Lage Graphitkorn oder pulver auf den Boden verbracht. Jetzt kann der Tiegel mit Drehungen eingesetzt werden. Die Hinterfüllmasse wird nun wie üblich eingebracht und verdichtet. Durch diesen Bodenelektrodeneinbau hat der Tiegel eine relativ sichere Erdverbindung.
Blindleistung ist das Produkt aus Spulenspannung multipliziert mit dem Blindstrom, der zwischen der Ofenspule und der Kondensatorbatterie fließt, angegeben in kVar.
Betonringe sind keramische Konstruktionselemente, die bei Einbau der Induktionsspule unterhalb und oberhalb der Induktionsspule als Widerlager und „Befestigungselemente“ dienen. Der untere Betonring nimmt die thermisch/mechanischen Kräfte des Tiegels unterhalb der Ofenspule auf. Der obere Betonring dient als Niederhalter für die Ofenspule, die durch die Schiebekräfte der Stampfmasse nach oben „gedrückt“ wird. Als Masse werden Feuerfestbetone mit Beständigkeiten bis ca. 1450 °C eingesetzt.
Beschwereisen sind Gewichte aus Gußeisen, die auf gießfertige Sandformen aufgelegt werden, um dem Auftriebsdruck der Gießform entgegen zu wirken.
Die Belüftung ist in erster Linie zum Abführen von Wärmeverlusten an den Anlagenkomponenten erforderlich. Bei Induktionsofenanlagen im Schmelzbetrieb wird die Anlage so gestaltet, dass die Luftaustritte zu einem Überdruck im Schaltanlagenraum führen und dadurch der Staubeinfall von außen kaum möglich ist. Bei luftgekühlten Umrichterschränken muss über entsprechende Filter der Reinheitsgrad der Frischluft eingehalten werden.
Bär ist die Bezeichnung für das Restmetall, das in der Pfanne oder dem Ofen erstarrt ist. Man sagt auch Pfannen – oder Ofenbär.