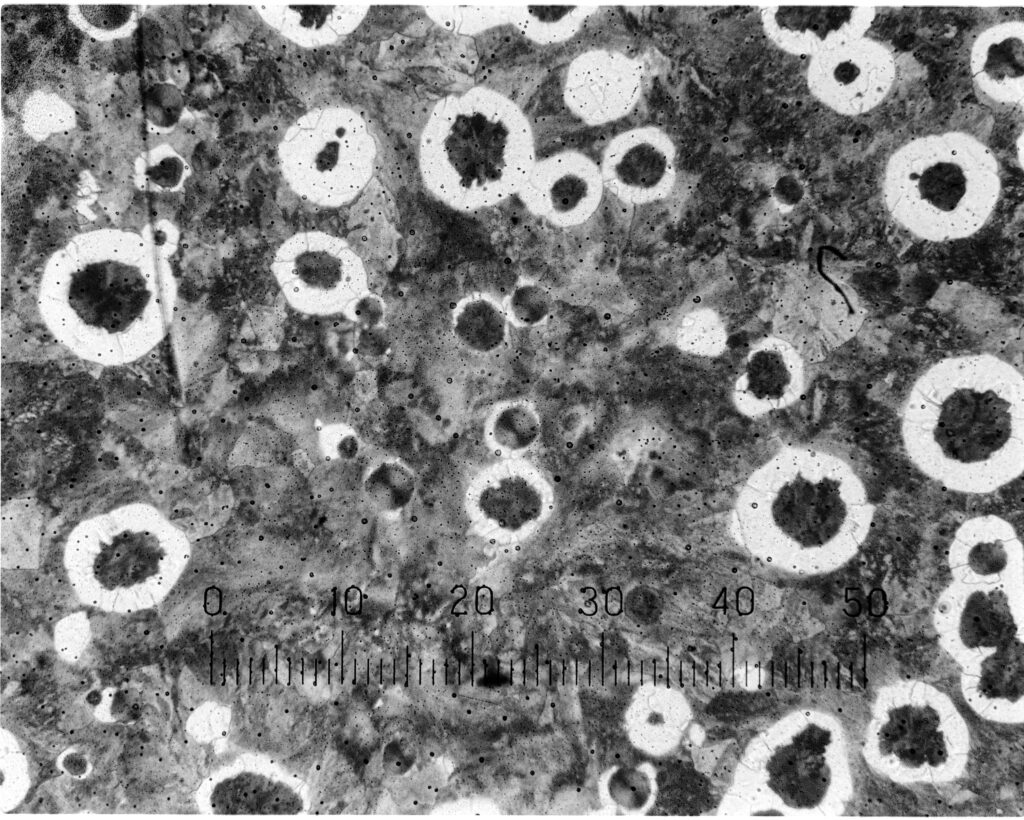
Gusseisen mit Kugelgrafit, oft auch als Sphäroguss, duktiles Gusseisen oder nodulares Gusseisen bezeichnet, ist ein Eisen-Kohlenstoff-Werkstoff, bei dem der enthaltene Grafit in kugelförmiger Gestalt vorliegt, was ihm besondere mechanische Eigenschaften verleiht.
Herstellung und Eigenschaften von Gusseisen mit Kugelgrafit
Gusseisen mit Kugelgrafit entsteht durch das gezielte Hinzufügen von Magnesium oder Cer zu flüssigem Gusseisen, wodurch sich der Grafit nicht lamellenförmig, sondern kugelförmig ausbildet. Diese Kugelgrafitstruktur verleiht dem Material seine charakteristischen Eigenschaften, insbesondere eine deutlich höhere Duktilität und Zähigkeit im Vergleich zu Gusseisen mit Lamellengrafit (Grauguss). Dadurch weist es ähnliche Festigkeitseigenschaften wie Stahl auf, kombiniert mit den Vorteilen von Gusseisen hinsichtlich Formbarkeit und Gießbarkeit. Durch seine gute Bearbeitbarkeit, hervorragende mechanische Belastbarkeit und vibrationsdämpfenden Eigenschaften wird Kugelgrafitguss vielseitig eingesetzt.
Im Vergleich zu anderen Gusseisensorten zeichnet sich Gusseisen mit Kugelgrafit vor allem durch hohe Zugfestigkeit, Bruchdehnung und Schlagzähigkeit aus. Diese positiven mechanischen Eigenschaften resultieren aus der kugelförmigen Grafitstruktur, die die Kerbwirkung des Grafits reduziert und die Rissausbreitung effektiv verhindert. Die daraus resultierende Duktilität ermöglicht die Verwendung von Bauteilen aus Kugelgrafitguss selbst bei dynamischen und stoßartigen Belastungen.
Anwendungsbereiche von Gusseisen mit Kugelgrafit
Gusseisen mit Kugelgrafit wird in vielen Industriezweigen eingesetzt, insbesondere in der Automobilindustrie, im Maschinenbau und im Anlagenbau. Typische Anwendungen sind hoch beanspruchte Bauteile wie Kurbelwellen, Nockenwellen, Getriebegehäuse, Bremskomponenten und Achsen. Im Rohrleitungsbau kommt duktiles Gusseisen aufgrund seiner hohen Zugfestigkeit und guten Korrosionsbeständigkeit häufig zum Einsatz. Auch in der Windenergiebranche werden Komponenten aus Kugelgrafitguss verwendet, da sie eine lange Lebensdauer unter hoher Belastung bieten.
Im Vergleich zu Stahl bietet Gusseisen mit Kugelgrafit den Vorteil einer einfacheren Verarbeitung durch Gießverfahren, wodurch komplexe Bauteilgeometrien ohne aufwendige Nachbearbeitung hergestellt werden können. Dadurch lassen sich Produktionszeiten und Herstellungskosten deutlich reduzieren.
Qualitätsmerkmale und Normung von Gusseisen mit Kugelgrafit
Die Qualität von Gusseisen mit Kugelgrafit wird hauptsächlich durch die chemische Zusammensetzung, das Verfahren zur Grafitausbildung und die Wärmebehandlung bestimmt. Wichtige Normen wie die DIN EN 1563 regeln die Klassifizierung und Anforderungen an Kugelgrafitguss hinsichtlich mechanischer Eigenschaften wie Zugfestigkeit, Bruchdehnung und Härte. Die Normierung garantiert eine gleichbleibend hohe Qualität der Bauteile und eine zuverlässige Reproduzierbarkeit der Materialeigenschaften.
Bei der Prüfung von Kugelgrafitguss stehen insbesondere zerstörungsfreie Prüfverfahren, wie Ultraschallprüfung, Magnetpulverprüfung oder Farbeindringverfahren, im Vordergrund. Dadurch werden etwaige Fehlstellen oder Qualitätsmängel frühzeitig erkannt und die Produktqualität gesichert.
Zusammenfassend gilt Gusseisen mit Kugelgrafit als universeller Werkstoff, der eine herausragende Kombination aus Festigkeit, Duktilität, Gießbarkeit und Bearbeitbarkeit bietet. Die kontinuierliche Weiterentwicklung der Herstellungsverfahren und der Qualitätssicherung trägt dazu bei, dass Kugelgrafitguss auch zukünftig eine bedeutende Rolle in der modernen Fertigung spielen wird.